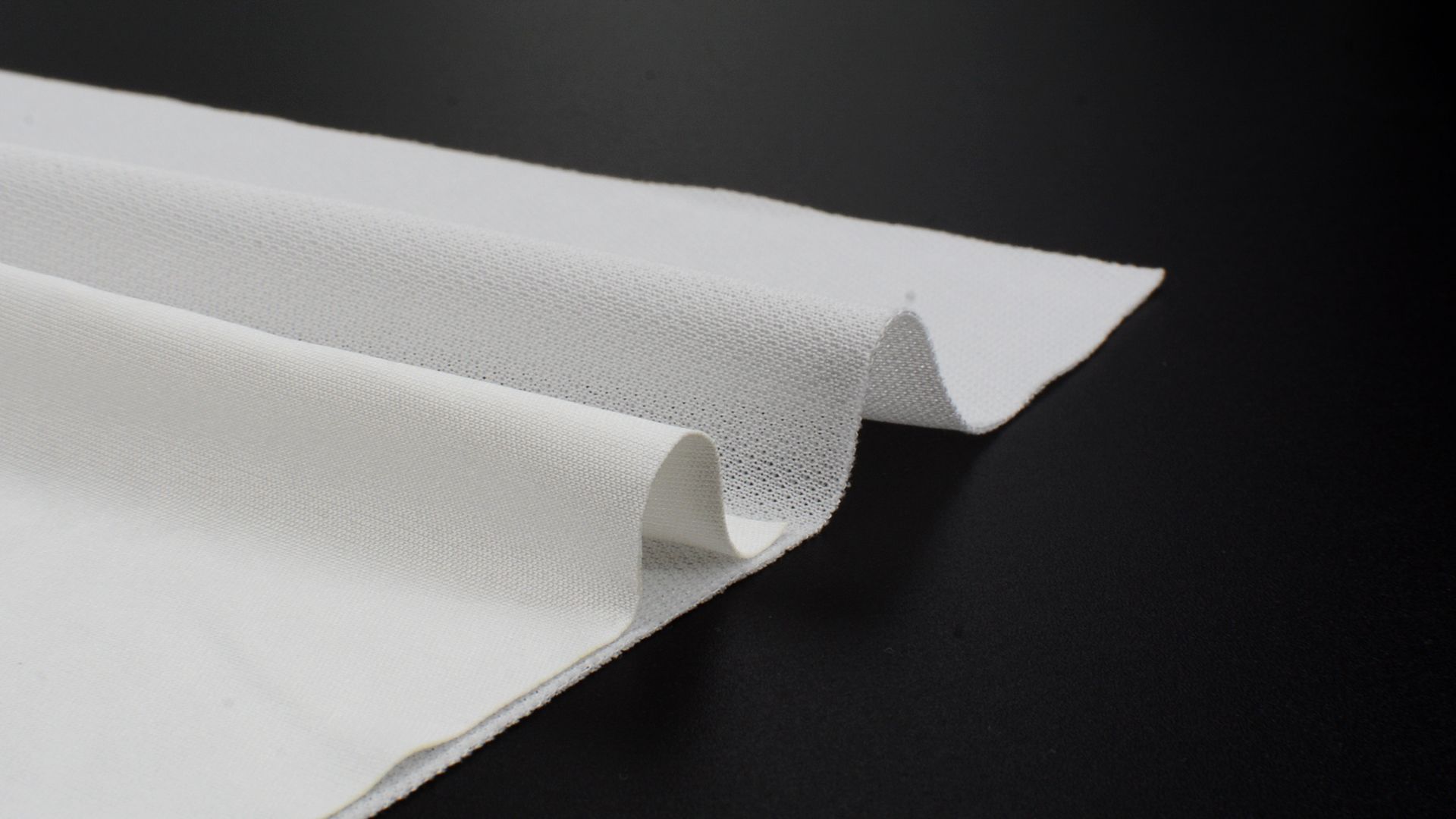

Many people think that using a wipe once and throwing it away is wasteful, so they wash and reuse them. But cleanroom wipes are not ordinary rags—their performance degrades progressively with each wash. Below we use measured data to explain when washing is allowed, how to do it, and after how many washes you must stop.
1. When is washing allowed, and when is it not?
| Use scenario | Washable? | Reason |
|---|---|---|
| Cleanroom (Class 1000 and above) | ❌ No | Washing cannot restore original particle shedding level; cross‑contamination risk |
| Laboratory / optical lens wiping | ❌ No | Residual ions and NVR are irreversible and will affect precision surfaces |
| ESD workbench wiping (Class 10000) | ⚠️ Possibly 1–2 times | Strictly control low‑contamination conditions during washing |
| Industrial equipment / shop floor | ✅ Yes, multiple times | Low cleanliness requirement; cost‑driven |
Industry data shows that after washing, particle shedding typically increases by 30–50%. This is because the washing process loosens fibres and repeatedly washing wears down the sealed edges. Standard FZ/T 64056-2015 requires particle release ≤300 particles/m³ for Class 100 (ISO 5) cleanrooms – a washed wipe can hardly maintain that level.
2. If you must wash, follow these 6 steps strictly
If your use case allows washing (e.g., shop floor, non‑cleanroom), follow the procedure below.
Step 1 – Sort by contamination
Separate wipes contaminated with oil, alcohol, chemicals and plain dust. Cross‑washing different contaminants can cause “staining”. Oily wipes need pre‑treatment.
Step 2 – Pre‑treatment (only for heavy oil)
For wipes with heavy oil, soak in cold water with neutral detergent for 15–30 minutes. Gently knead to remove surface contaminants. Do not use a brush – it will damage the fibre structure.
Step 3 – Choose the right detergent
Use neutral detergent (pH 6.5–7.5). Industry test standards require the pH of a wipe water extract to be in the range 6.5–7.5. Do not use alkaline laundry powder or bleach. Never use fabric softener – it clogs the fibre pores and severely reduces absorbency.
Step 4 – Washing parameters
Machine wash settings: water temperature ≤40°C, gentle cycle, rinse 2–3 times. Test data shows that polyester fibres can be used continuously at 190°C, but high washing temperatures accelerate ageing. Keeping ≤40°C is the safest.
Step 5 – Rinse and drying
Rinse with deionised (RO/DI) water, not tap water. Tap water contains chloride and metal ions that remain in the wipe and can transfer to the product surface during wiping, causing corrosion. Drying method: air dry naturally or tumble dry low (≤60°C). Avoid direct sunlight.
Step 6 – Performance verification (the most important step)
The wipe’s performance has already changed after washing. Before using it again, perform three quick checks:
Drop IPA – absorption speed should still be ≤3 seconds.
Rub the wipe against white paper – look for visible lint.
For electronics applications, measure surface resistance – should still be in the 10⁶–10⁹ Ω range.
3. After how many washes must you discard? Real data
Industry test standards (e.g., Martindale abrasion) require mass loss ≤5% for anti‑static wipes. Below are typical values based on measured data:
| Number of washes | Absorbency retention | Increase in particle shedding | Recommendation |
|---|---|---|---|
| 1 | ≈90% | +20–30% | Usable, non‑cleanroom only |
| 2 | ≈80% | +40–50% | Edges begin to wear – use with caution |
| 3 | ≈70% | +60–80% | ❌ Not recommended |
| 4+ | <60% | >+100% | ❌ Discard |
Standard GB/T 24249-2009 requires abrasion resistance of anti‑static cleanroom wipes to have mass loss ≤5%. Once that threshold is exceeded, not only does linting become severe, but anti‑static performance may also have failed.
4. Four signals that tell you it is time to discard
Edges fraying – Sealing has worn away and fibres are shedding from the edges. Cold‑cut products may fall apart after one wash; laser‑sealed products can last 2–3 washes.
Visible lint – Fibres remain on the surface after wiping. Acceptable products should have mass loss <0.03% after 100 cycles with a 500 g load.
Slow absorption – IPA takes more than 5 seconds to soak in. Grade‑A wipes should be ≤1.5 seconds.
Discolouration / stubborn stains – Residues that cannot be removed by washing indicate permanent contamination.
5. Summary – ask yourself these three questions before washing
How high is the cleanliness requirement of my environment? – Class 1000 or above → do not wash.
What did this wipe clean? – If it contacted adhesives, cured glues or silicone‑containing substances → do not wash.
How many times has this wipe been washed? – More than 2 times → do not wash.
For most cleanroom and precision wiping applications, single‑use is strongly recommended. The unit cost may appear higher, but it avoids the contamination risks associated with washing, and overall yield and maintenance costs are often lower.